WMT CNC Industrial Co., Ltd | All Rights Reserved.Design & Developed by VW Themes

Metal Sheetworking Machines Direct Manufacturer
Metal Sheetworking Machines Direct Manufacturer
QC12Y Series Hydraulic Swing Beam Shearing Machine adopts a plate-welded structure, hydraulic driving. The accumulator stroke cylinder is used. The machine is of steadiness, safety while being used. And it is without much volume, lightweight and good rigidity. The blade clearance is adjusted quickly and simply. It has a front and back gauge. The equipment of the back gauge is mechanical driving. There is a counter to show the value. And there is the installation of a manually operated trimming. It is easily adjusted and of desirableness. The front gauge is counted with the scale. It has installation for lights of cutting. The stroke step-less controller raises working efficiency in shearing narrow plate. The shack is used as a protective device. The machine will stop working automatically if the shack is opened. So it is of safety.
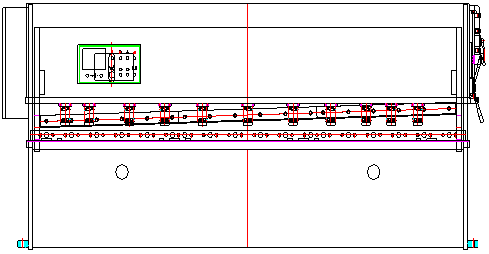
This machine is of frame-type construction joined together by welding with food rigidity. Two cylinders are placed on the left and tight of vertical columns. Supplementary blade beam is placed on the surface of the work table. So that the bottom blade beam can be adjusted slightly. The rolling balls for fdelivering plates are also placed on the work table. It’s operated easily.

Hydraulic Swing Beam Shearing Machine
It’s made of steel plates joined together by welding which ensures fine rigidity. It sues eccentric sleeve as bearing point and finishes shearing the plates by swinging repeatedly after the driving of the left and right oil cylinder and accumulator stroke is vertical and it forms curve. The clearacne of the top and bottom blade beam can be identical.
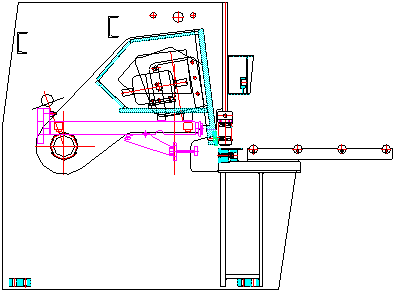
It is consisited of several plate-pressed oil cylinder(figure 4) which are fitted on the supporting board in front of the frame. The plate pressed head will overcome the pulling force of the spring(18) and press down after the plate-pressed oil cylinder is filled with oil. Press the plate tightly. After shearing, it will come back to its’ original position with the help of the pulling force of the spring. The plate pressed pressure can be increased with the thickness of the sheared plates increasing.
Front gauge: it is placed on the surface of the work table. The numerical value is shown with a staff. Gauge meter can be got by adjusting moving ram. It is more convenient to use the front gauge in shearing the thin plates.
Back gauge is fitted on the top blade beam. And it moves up and down with the top blade beam. The adjustment of the back gauge is driven by the 0.55kw motor. The gear reduces the speed and the rod drives the back gauge. Pushing the adjusting button”+”(or”-“) can move the gauge plate forward or backward. If all these can’t be done by the machine adjustment, manually turning the handwheel, give you the right adjustment value. So the adjustment of the back gauge is convenient and reliable.