")
")
")
")

Description
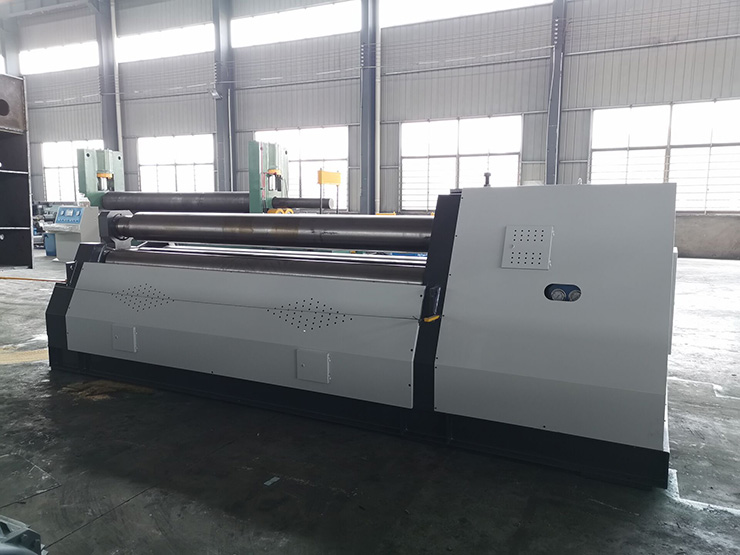
W12-10×3200 Sheet Rolling Machine has a pre-bending function for plate edge, and can bend roll the plate one time without anything re-rolling with the combined procedure or bending and bending roll into shape. The upper roller is the main drive roll, the down roller, and two side rolls up-and-down movement is controlled by a hydraulic drive. The up-and-down displacement of the down and side rollers is controlled by the computer. Automatic leveling, display by screen, high synchronization precision ±0.2MM.Turnover bearing body dumping and reset is done through the hydraulic transmission. The upper roll end has balance equipment to be convenient to take of the rolled cylinder and working pieces. There is a moveable independent operation table for easy moveable operation.
Specification
| Max. rolling thickness when full loaded | Common Mild Steel | ≤10MM | |
| SS304/316L | ≤6MM | ||
| Max. pre-bending thickness when full loaded | Common Mild Steel | ≤8MM | |
| SS304/316L | ≤4MM | ||
| Max. rolling width(Cylinder Length) | 3200MM | ||
| Min. roll diameter when max. | 500MM | ||
| specification | |||
| yield limit S245 | 245 MPA | ||
| yield limit S355/AISI304 | 345Mpa | ||
| Upper roller diameter | 300MM | ||
| lower roller diameter | 270MM | ||
| lower roller speed | 80MM/MIN | ||
| Side roller diameter | 220MM | ||
| Side roller speed | 80MM/MIN | ||
| Working roller | Material | 42CRMO | |
| Hardness | HB240-286 | ||
| Hydraulic system pressure | 20MPA | ||
| Rolling speed | 4.5M/MIN | ||
| Main motor power | 11 KW | ||
| Cone accessory | NO standard | ||
Main Features
- 4-roller type for bending the plate into a cylinder or arc or cone shape product.
- One time to finish the process as pre-bending and rolling.
- The top roller as the drive roller driven by the hydraulic motor
- The bottom roller works up and down to clamp the material by hydraulic Side Roller can work separately
Machine details

Sheet Rolling Machine